成果推介 | 关于哈工大郑州高等研究院的高端装备加工领域的相关成果
本期甄选推荐哈工大郑州高等研究院
在高端装备加工领域的优质成果
针对工业界不同领域大量金属零部件的制造缺陷、服役损伤修复问题,研发了一种激光增材再制造技术。该技术可以通过零件表面激光熔覆修复工艺与装备技术、壁复杂构件的低变形高精密激光修复技术以及激光增材再制造过程智能监控技术,提供更高效、灵活、智能的解决方案,可用于制备高性能耐磨耐蚀涂层、铸造零件缺陷补焊、零件尺寸恢复、服役损伤修复等。通过与工业软件、传感系统的结合,可完成零件缺陷的自动识别、修复、质量诊断的智能化加工。
该技术成果可广泛应用于航空航天、工程机械、煤矿机械、模具、农机、冶金、轨道交通等多领域
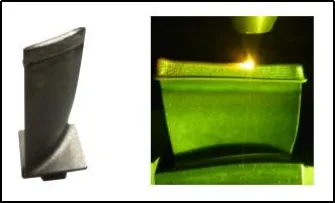
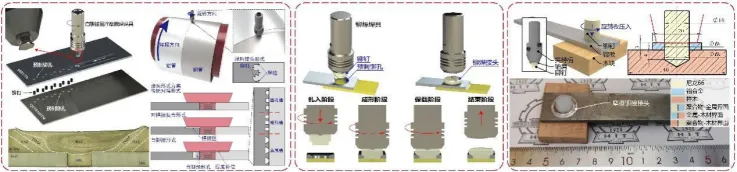
磁针对特异性材料连接需求,团队兼顾焊接冶金和机械铆接双重模式,突破了特异性材料间结构和冶金属性错配问题,为轻质高强连接提供了可行方案。针对铝/钢、铝/钛、铝/铜等异种金属连接,提出了强形变诱导搅拌摩擦扩散焊、自铆接搅拌摩擦焊、外源铆接搅拌摩擦焊、摩擦堆焊预涂层搅拌摩擦搭接等方法,兼顾焊接冶金连接和铆接机械连接,实现了低温高质连接及可靠性评价。开发了铝合金与聚合物搅拌摩擦铆焊技术,结合铆(机械连接)和焊(冶金连接)的协同作用,增大了界面结合面积,强化了机械连接效果,构建了界面微区调控准则,揭示了金属与聚合物固相连接机制,实现了金属与聚合物连接的控形控性。针对金属与木材冶金不相容问题,引入了聚合物中间层和铆接结构,辅以大塑性变形,将铝合金-木材不相容界面转化为铝合金-聚合物-木材过渡界面,实现物理和化学复合连接,实现了金属与木材的优质环境友好型连接。
铝合金与聚合物搅拌摩擦铆焊接头强度达33MPa,铝合金与木材摩擦铆接接头强度达36MPa,达到已报道国际最高水平。
该技术已成功产业化应用在铝/钢新能源汽车等结构件生产、铝/铜3C产品电连接件生产中。
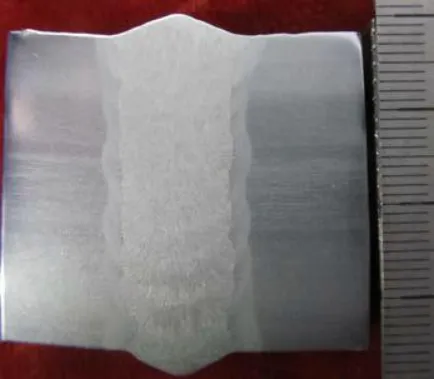
随着焊接结构大型化,高参数化,厚板以及超厚板焊接金属结构的应用也越来越广泛。窄间隙焊接(Narrow gap welding - NGW)在厚板焊接中通过采用小角度坡口,降低了焊缝金属的填充量,具有焊接效率高、成本低、质量好等优点。目前在市场上主要应用的是窄间隙埋弧焊,但其热输入量大,对一些特殊材料如强度级别高的材料不合适。因此在造船和电站行业,窄间隙GMAW焊接具有很好的应用前景。
摆动电弧窄间隙GMA焊接技术,采用专门设计的导电嘴摆动方式保证坡口侧壁融合,用于厚度30mm以上的厚板碳钢及合金钢的焊接,坡口角度2度,坡口间隙最小为12mm,整体降低填充金属量50%以上,减少焊道数量,减少残余应力,提高焊接效率和焊缝质量。
该技术已经在船舶和能源行业应用。未来可以在海洋工程、船舶、电站能源、石油管道、盾构机等厚壁焊接需求的企业进行推广应用。
高端焊材已成为中国核电、炼化等众多高端装备完全国产化的最后关键“卡脖子”环节。中国特钢技术进步显著,众多自主研发新特钢种却“无材可焊”,严重受限。项目解决关键材料“卡脖子”问题,完成核电转子配套使用的抗拉强度800MPa的低合金高强钢焊材的国产化配套;通过渣系和碱度重构焊材配方,突破焊缝金属的夹杂物调控难点,解决低合金高强钢高强-高韧-焊接工艺良好的设计矛盾。
焊缝金属强度:室温屈服强度≥690MPa,抗拉强度≥780MPa,延伸率≥15%;焊缝金属韧性:-60℃冲击韧性≥47J;焊缝金属纯净度:P≤0.008%,S≤0.005%。
如您对以上科技成果有进一步合作交流意向,请与我们工作人员联系对接(15544166551 微信同号)。如您有更多优质技术项目,也欢迎与我们联系,我们将竭诚为您服务。
企业技术需求收集表
本公众号转载文章版权及图片版权属于原作者,若转载涉及版权问题请通过后台与我们联系,我们将第一时间删除。
本公众号对文章信息的准确性和完整性不作保障,文字仅供参考。