【简介】
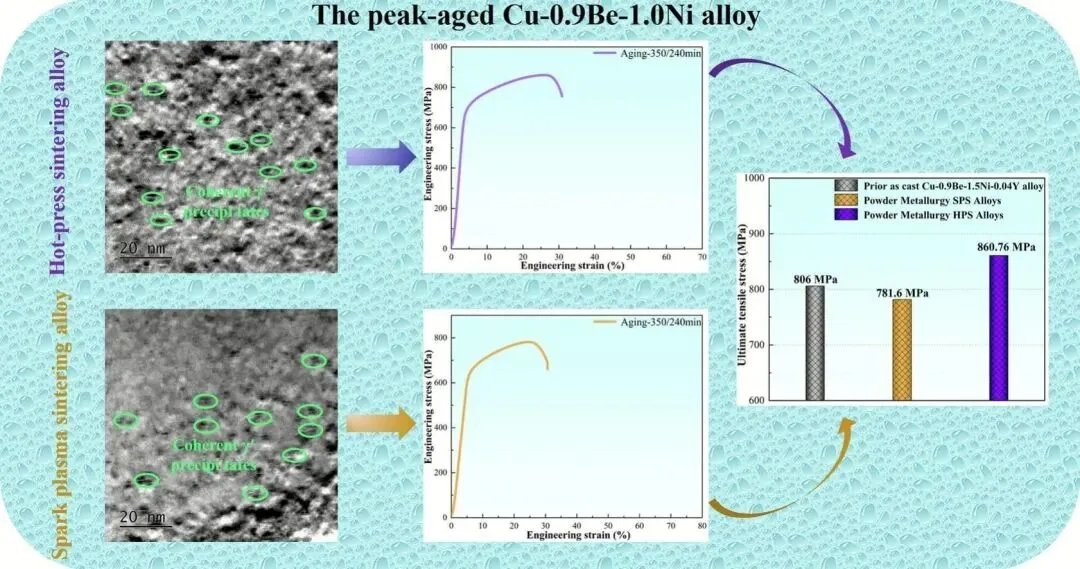
本研究系统分析了烧结、固溶处理和时效处理对粉末冶金 Cu-0.9Be-1.0Ni 合金析出行为的影响。该合金的最优制备工艺参数为:烧结温度850℃、固溶温度 950℃、时效温度 350℃。对比热压烧结(HPS)与放电等离子烧结(SPS)两种工艺发现,Cu-0.9Be-1.0Ni 合金的微观结构与性能存在显著关联。峰值时效(350℃,240min)时,HPS 合金和 SPS合金的显微硬度分别达到 268.8HV 和 282.5HV。时效过程中,两种工艺制备的合金析出演化序列均为 GP 区 +γ''+γ'→γ''+γ'→γ'→γ'+γ。HPS 合金的极限抗拉强度(UTS)更高,达 860.76MPa,且在均匀塑性变形阶段表现出显著更高的加工硬化指数,这归因于 HPS 合金更细小的晶粒结构以及后续时效过程中独特的析出动力学特性。基于奥罗万强化机制计算得出,峰值时效时 HPS 合金和 SPS 合金的强度增量(Δσ)分别约为 492.2MPa 和 476MPa,与实验数据吻合良好。
【全文链接】
https://doi.org/10.1016/j.matdes.2026.115481
【亮点】
(1)创新性采用粉末冶金技术制备出综合性能优异的 Cu-0.9Be-1.0Ni 合金
(2)Cu-0.9Be-1.0Ni 合金的析出演化序列为 GP 区 +γ″+γ′→γ″+γ′→γ′→γ′+γ
(3)基于奥罗万强化机制计算得出的强度与实验测试结果吻合
(4)热压烧结制备的 Cu-0.9Be-1.0Ni 合金综合性能优于放电等离子烧结制备的同类合金
【背景】
铍铜(Cu-Be)合金因其优异的力学性能、高导电性和高耐腐蚀性,在国防和民用领域得到广泛应用。铍铜合金是典型的沉淀强化型合金,在适宜的热处理条件下会形成均匀弥散的析出相。传统上,铍铜合金主要通过熔铸法制备,但该方法通常伴随多种铸造缺陷,如组织不均匀、择优取向等;此外,后续塑性加工过程中易产生不均匀开裂,导致合金强度不足。
相比之下,粉末冶金技术具有诸多天然优势,如可避免组织不均匀、能精确调控孔隙率等。已有研究采用气体雾化法制备预合金化 Cu-Fe 粉末,再经烧结致密化,预合金化粉末的细晶粒结构和较低的烧结温度显著抑制了液相偏析引发的宏观偏析;也有研究利用气体雾化 Cu-4.06Cr-1.25Nb 合金粉末,通过放电等离子烧结获得了细晶粒合金。目前,粉末冶金技术在 Cu-Fe、Cu-Cr-Nb、Cu-Ni-Si等铜基合金体系中的应用已较为成熟,但针对铍铜合金的系统研究仍严重不足,尤其是烧结引发的相偏析问题以及固态加工中如何获得均匀组织等方面。
本研究首次通过粉末冶金技术成功制备了 Cu-0.9wt% Be-1.0wt% Ni(简称 Cu-0.9Be-1.0Ni)合金。首先,采用氩气保护下的真空感应熔炼惰性气体雾化法(VIGA)制备 Cu-0.9Be-1.0Ni 预合金化粉末;随后分别通过热压烧结(HPS)和放电等离子烧结(SPS)制备合金坯体;接着对烧结坯体进行热轧、固溶处理和时效处理等一系列后续加工;最后重点研究不同烧结工艺对 Cu-0.9Be-1.0Ni 合金微观结构和性能的影响,系统探究析出动力学、相变序列与强化机制之间的内在关联,阐明动力学路径对微观结构演化及最终力学性能的调控规律。
【图文】
实验原材料为 99.9wt% Cu、99.9wt% Ni 和 Cu-3.8wt% Be 中间合金。采用 VIGA 法制备的 Cu-0.9Be-1.0Ni 粉末经 250 目筛网筛选,选取粒径小于 63μm 的粉末用于烧结。通过电感耦合等离子体质谱仪(ICP-MS,美国安捷伦 7700/7800)分析得粉末化学成分:98.14wt% Cu、0.904wt% Be、0.937wt% Ni。由于粉末冶金在铍铜合金体系中的应用研究有限,SPS 位移曲线(补充图 S1)为烧结参数优化提供了关键指导,结果表明最优烧结温度介于 760℃~860℃之间。实际实验发现,较低温度烧结的试样无法进行后续变形加工,因此选择 850℃作为烧结温度以获得性能更优异的 Cu-0.9Be-1.0Ni 合金。将预合金化粉末分别通过 HPS 和 SPS 工艺在 850℃、30MPa 条件下保温 30min,制备成圆形合金坯体(分别简称 HPS 合金和 SPS 合金);随后将圆形合金坯体在 900℃下进行 60% 压下量的热轧处理,再于 950℃下固溶处理 60min 后水淬;最后将固溶态合金分别在 325℃、350℃、375℃、400℃下时效 30min~480min,时效后水冷却。整个实验流程示意图如图 1 所示。
图 1 Cu-0.9Be-1.0Ni 合金从粉末制备、烧结、热轧、固溶到时效的实验流程示意图
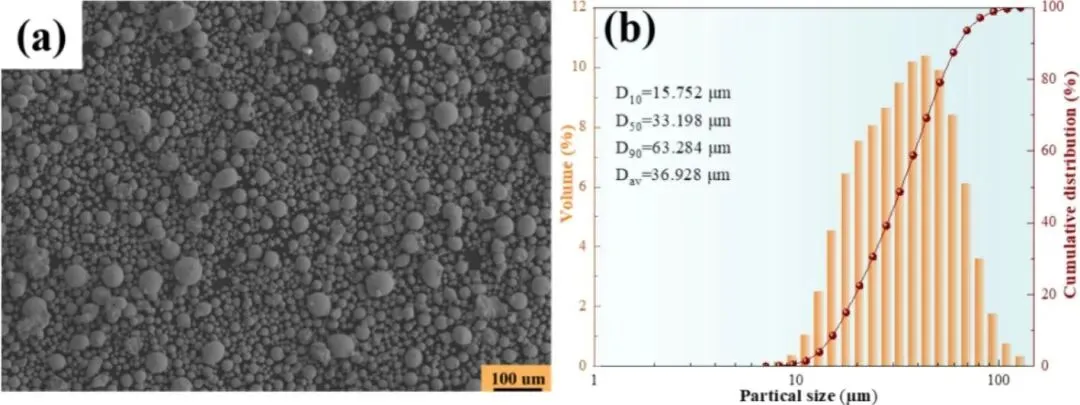 图 2 (a)Cu-0.9Be-1.0Ni粉末的 SEM 形貌图;(b)Cu-0.9Be-1.0Ni 粉末的粒径分布图
图 2 (a)Cu-0.9Be-1.0Ni粉末的 SEM 形貌图;(b)Cu-0.9Be-1.0Ni 粉末的粒径分布图
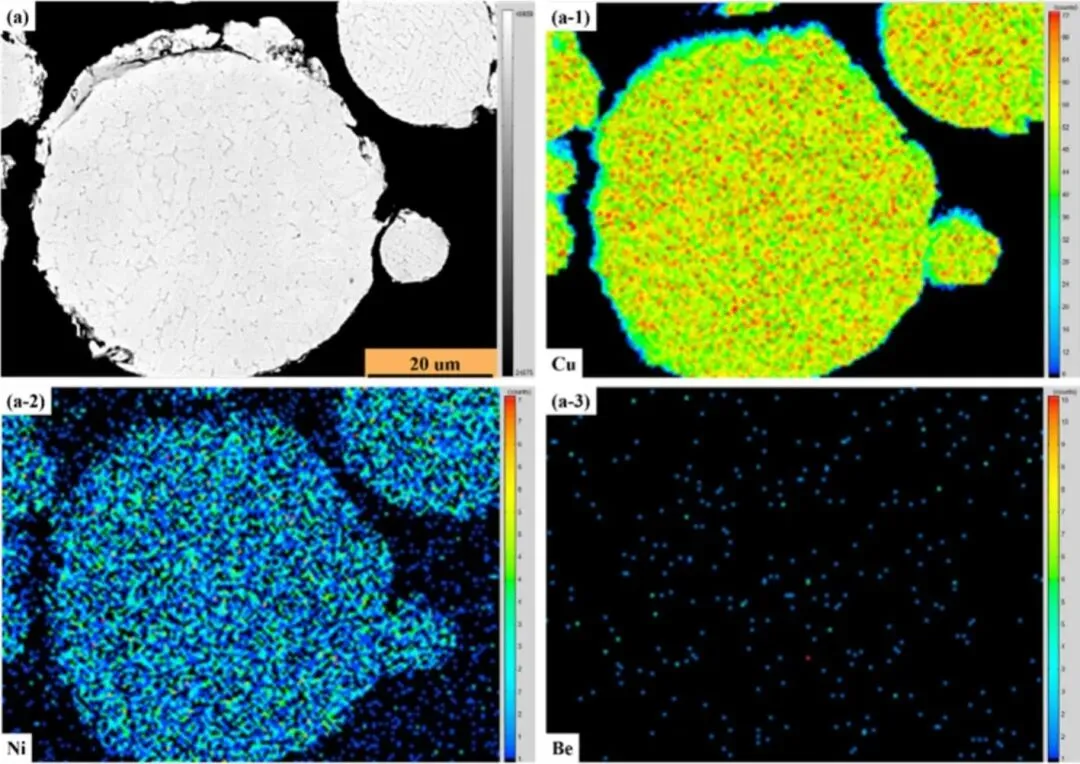 图 3 Cu-0.9Be-1.0Ni 合金粉末的横截面微观结构及对应元素分布图
图 3 Cu-0.9Be-1.0Ni 合金粉末的横截面微观结构及对应元素分布图
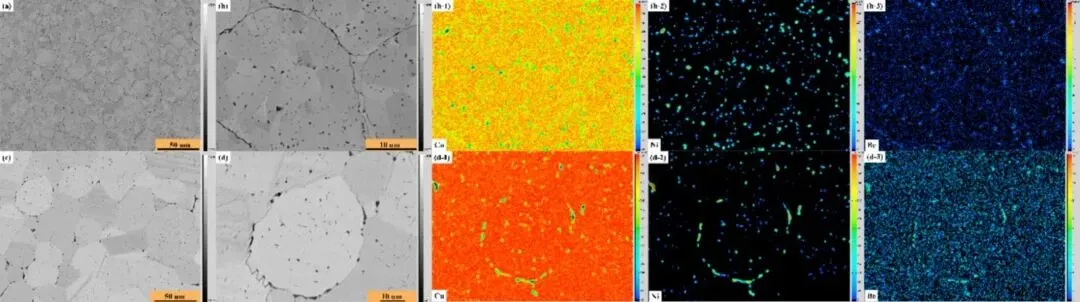 图 4 烧结态 Cu-0.9Be-1.0Ni 合金的微观结构及对应元素分布:(a,b)HPS 合金微观结构图像及对应元素分布图((b-1)-(b-3));(c,d)SPS 合金微观结构图像及对应元素分布图((d-1)-(d-3))
图 4 烧结态 Cu-0.9Be-1.0Ni 合金的微观结构及对应元素分布:(a,b)HPS 合金微观结构图像及对应元素分布图((b-1)-(b-3));(c,d)SPS 合金微观结构图像及对应元素分布图((d-1)-(d-3))
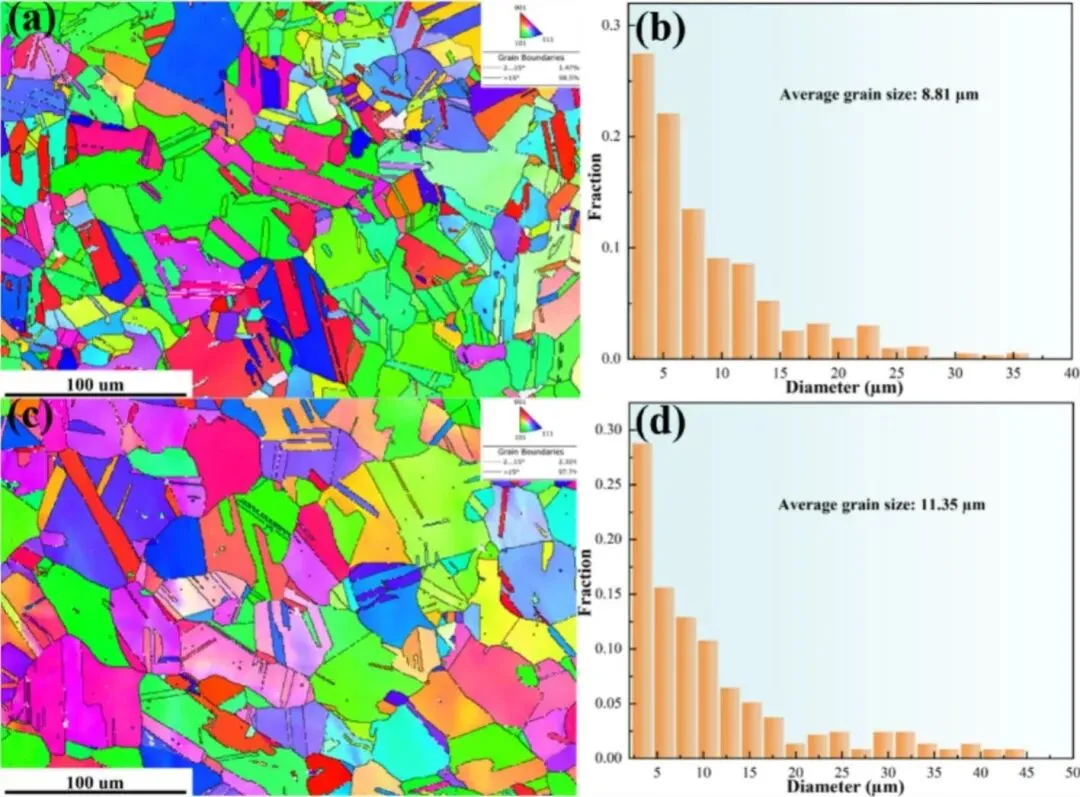 图 5 固溶态 Cu-0.9Be-1.0Ni 合金的取向图像及对应晶粒尺寸统计分布:HPS 合金(a)取向图像;(b)晶粒尺寸统计分布;SPS 合金(c)取向图像;(d)晶粒尺寸统计分布
图 5 固溶态 Cu-0.9Be-1.0Ni 合金的取向图像及对应晶粒尺寸统计分布:HPS 合金(a)取向图像;(b)晶粒尺寸统计分布;SPS 合金(c)取向图像;(d)晶粒尺寸统计分布
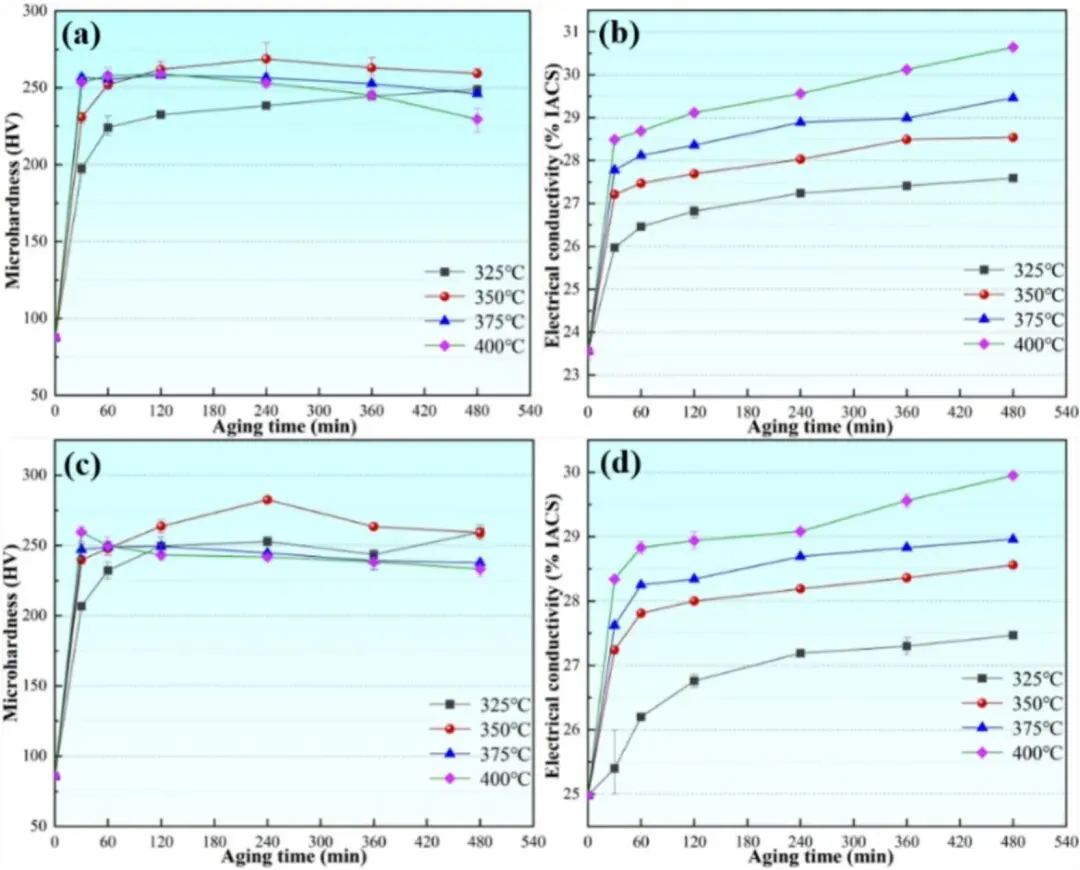 图 6 不同时效工艺下 HPS 和 SPS合金的显微硬度与电导率:(a)(b)HPS 合金;(c)(d)SPS 合金
图 6 不同时效工艺下 HPS 和 SPS合金的显微硬度与电导率:(a)(b)HPS 合金;(c)(d)SPS 合金
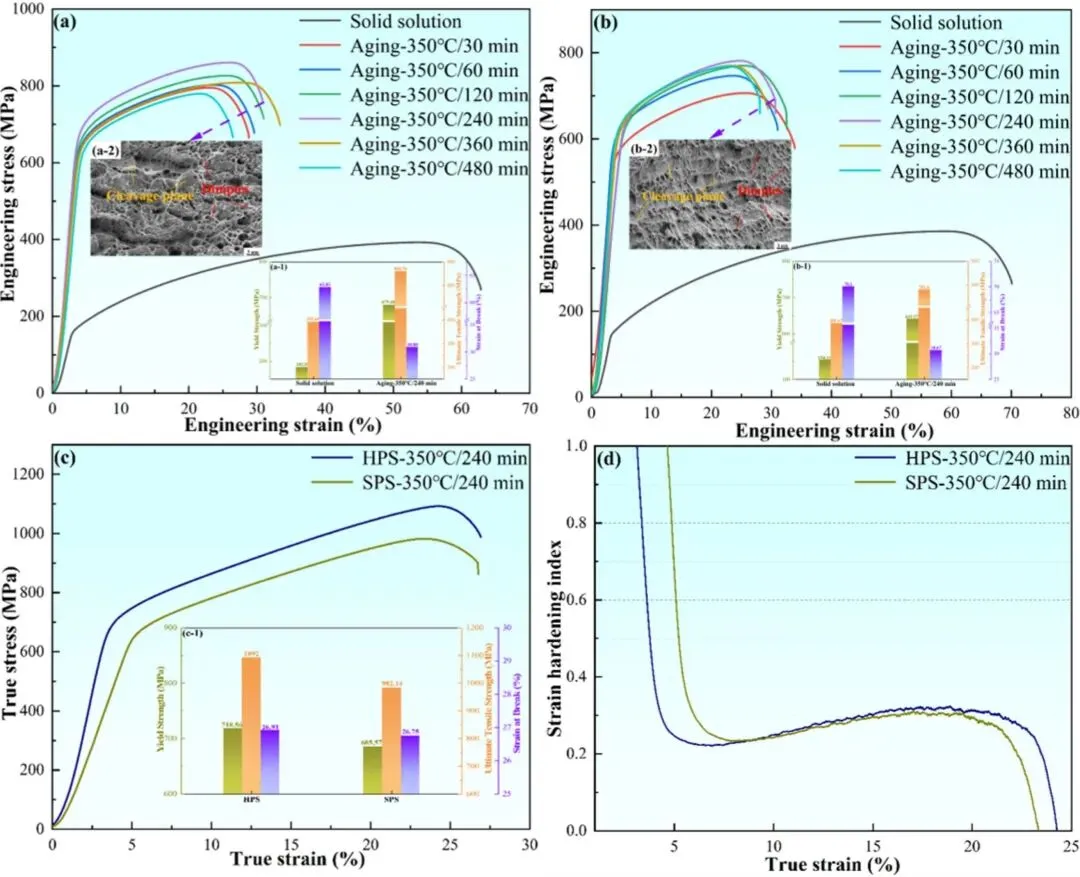 图 7 HPS 和 SPS 合金在不同状态下的工程应力 - 应变曲线((a)(b)分别为 HPS 和 SPS 合金);固溶态和峰值时效态合金的拉伸性能((a-1)(b-1));峰值时效态合金的断口形貌((a-2)(b-2));峰值时效态合金的真实应力 - 应变曲线(c),插图为拉伸性能数据(c-1);峰值时效态合金的加工硬化指数 - 真实应变曲线(d)
图 7 HPS 和 SPS 合金在不同状态下的工程应力 - 应变曲线((a)(b)分别为 HPS 和 SPS 合金);固溶态和峰值时效态合金的拉伸性能((a-1)(b-1));峰值时效态合金的断口形貌((a-2)(b-2));峰值时效态合金的真实应力 - 应变曲线(c),插图为拉伸性能数据(c-1);峰值时效态合金的加工硬化指数 - 真实应变曲线(d)
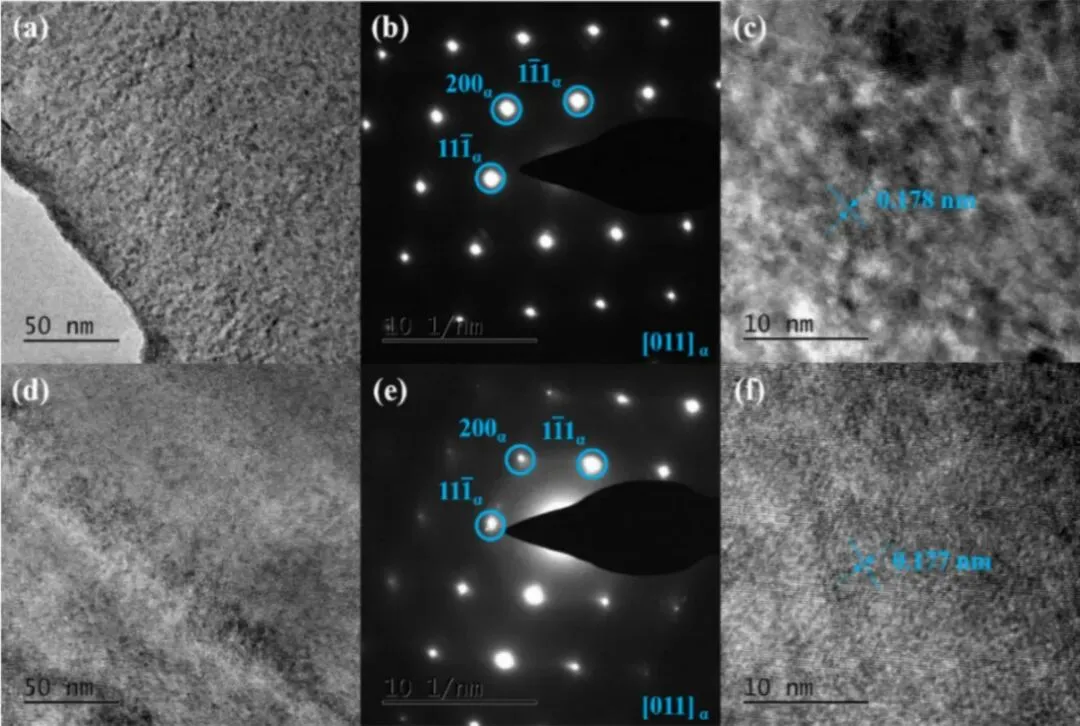 图 8 950℃固溶 1h 后 HPS 和 SPS 合金的微观结构:(a)(d)分别为 HPS 和 SPS 合金的 TEM 图像;(b)(e)分别为(a)(d)对应的选区电子衍射(SAED)图谱;(c)(f)分别为两种合金的高分辨透射电子显微镜(HRTEM)图像
图 8 950℃固溶 1h 后 HPS 和 SPS 合金的微观结构:(a)(d)分别为 HPS 和 SPS 合金的 TEM 图像;(b)(e)分别为(a)(d)对应的选区电子衍射(SAED)图谱;(c)(f)分别为两种合金的高分辨透射电子显微镜(HRTEM)图像
图 9 350℃时效 30min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像
图 10 350℃时效 60min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像;350℃时效 120min 后 HPS 和 SPS 合金的(g)(j)TEM 图像、(h)(k)对应 SAED 图像、(i)(l)HRTEM 图像
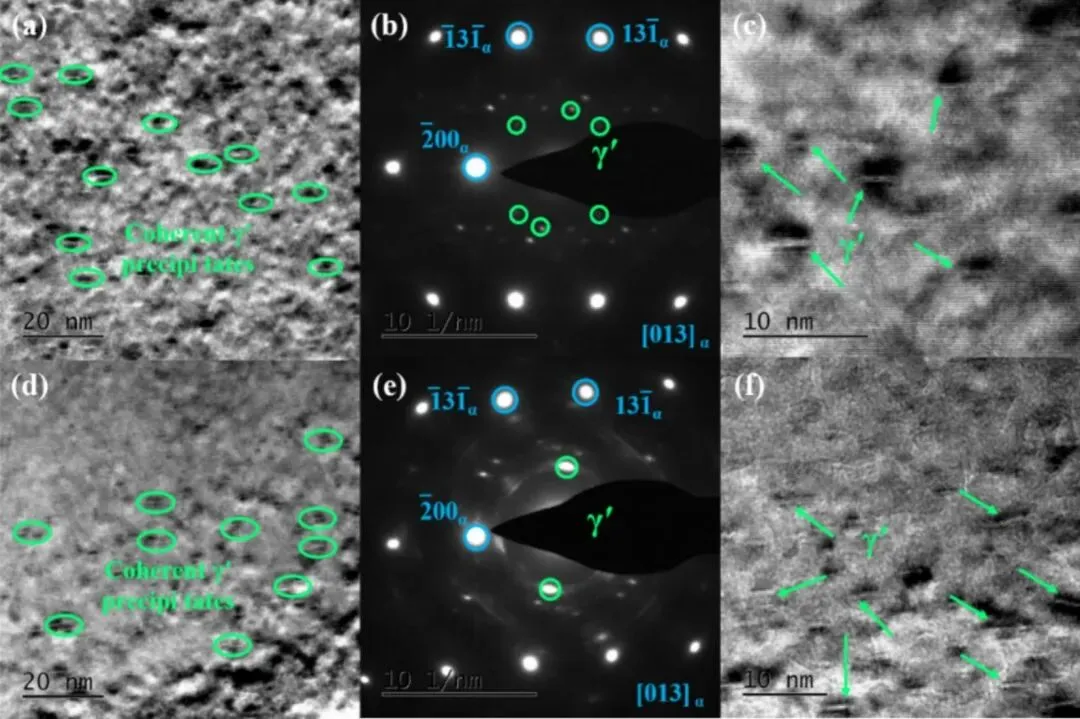 图 11 350℃时效 240min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像
图 11 350℃时效 240min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像
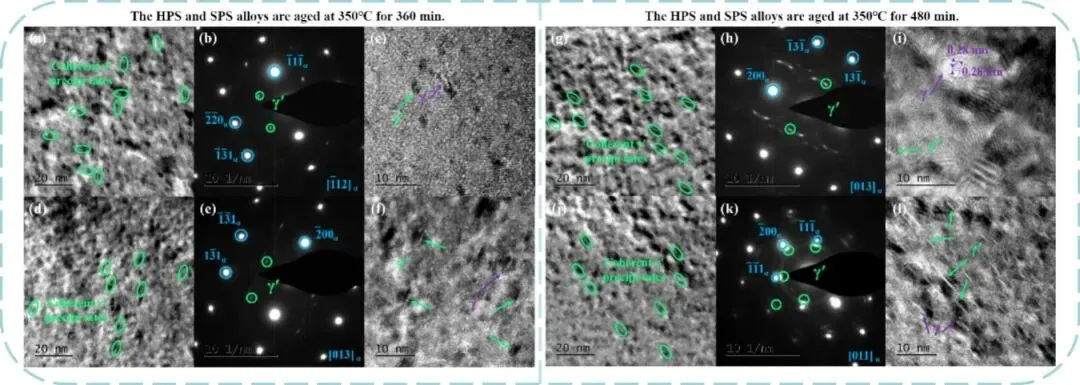 图 12 350℃时效 360min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像;350℃时效 480min 后 HPS 和 SPS 合金的(g)(j)TEM 图像、(h)(k)对应 SAED 图像、(i)(l)HRTEM 图像
图 12 350℃时效 360min 后HPS 和 SPS 合金的(a)(d)TEM 图像、(b)(e)对应 SAED 图像、(c)(f)HRTEM 图像;350℃时效 480min 后 HPS 和 SPS 合金的(g)(j)TEM 图像、(h)(k)对应 SAED 图像、(i)(l)HRTEM 图像
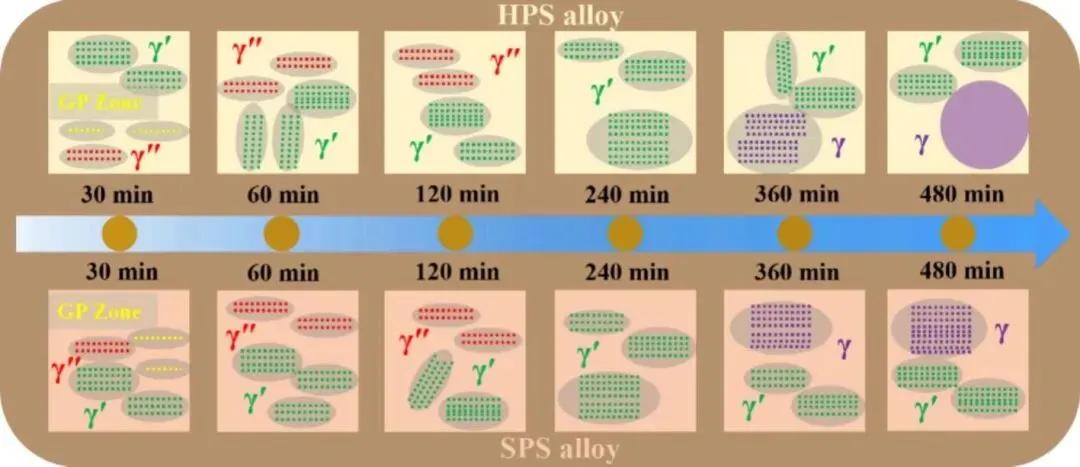 图 13 HPS 和 SPS 合金在350℃时效过程中的析出机制演化示意图
图 13 HPS 和 SPS 合金在350℃时效过程中的析出机制演化示意图
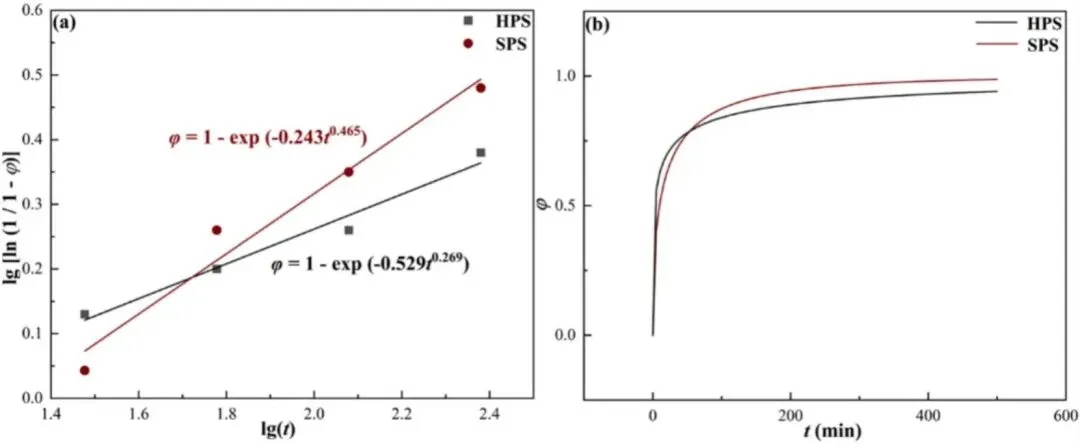 图 14 (a)析出相的 lg [ln (1/(1-φ))]-lgt 曲线;(b)HPS 和 SPS 合金的动力学曲线
图 14 (a)析出相的 lg [ln (1/(1-φ))]-lgt 曲线;(b)HPS 和 SPS 合金的动力学曲线
【结论】
本研究系统探究了两种不同粉末冶金工艺(HPS 和 SPS)制备的Cu-0.9Be-1.0Ni 合金的微观结构与性能,重点阐明了热加工过程中关键析出相(GP 区、γ'' 相、γ' 相)的演化规律,建立了微观结构特征与强化机制之间的关联,进而解释了合金的力学性能差异。HPS 合金的最优固溶温度为 950℃;350℃时效 240min 时,HPS 和 SPS 合金均获得最佳强化效果,此时显微硬度分别达到 268.8HV 和 282.5HV,电导率分别为 28.03% IACS 和 28.19% IACS。峰值时效状态下,HPS 合金和 SPS 合金的极限抗拉强度分别为 860.76MPa 和 781.6MPa,其中 HPS 合金的极限抗拉强度显著高于本课题组先前制备的铸态 Cu-0.9Be 合金。值得注意的是,HPS 合金在均匀塑性变形阶段具有更高的加工硬化指数。Cu-0.9Be-1.0Ni 合金在 350℃时效 0~480min 过程中的析出演化序列为 GP 区 +γ''+γ'→γ''+γ'→γ'→γ'+γ。析出驱动力随时效时间延长而逐渐减小。基于奥罗万强化机制计算得出,峰值时效时 HPS 合金和 SPS 合金的强化增量分别为 492.2MPa 和 476MPa,与实验测试值高度吻合。
【声明】
*以上图文版权归原作者所有,如有侵权请联系删除!
邮箱:copper_proc_res@foxmail.com