第一作者及通讯单位: Rubin Fan 郑州大学
通讯作者及通讯单位:Shuaiguang Jia 郑州大学
原文地址:https://doi.org/10.1016/j.seppur.2025.132135
铼是战略关键且高度稀缺的金属,因全球储量有限,常作为钼冶炼副产品回收,在钼精矿氧化焙烧中主要分布于烟气洗涤液、粉尘和钼焙砂,但焙砂中高含量钼阻碍铼提取,导致含铼钼资源利用低效。为此,文章提出一种高效环保的湿法冶金回收铼工艺,通过H₂SO₄/H₃PO₄混合酸浸出、P204阳离子萃取钼实现钼铼初步分离,对萃余液循环浸出富集铼,再用N263-2-辛醇体系阴离子萃取铼,最后以硫氰酸钠反萃,实现钼铼二次分离,优化条件下钼和铼浸出率均达98%,经7次循环萃余液中铼浓度富集至42.13 mg/L,该工艺集成性好、运行高效,大幅提升铼提取效率,为含铼钼焙砂高效利用提供新路径。
铼作为关键战略稀有分散金属,因独特理化性质在航空航天、石油化工、电子等高科技领域应用广泛,尤其在飞机发动机高温合金、石油催化剂和电子器件等关键部件中作用重要。随着经济技术发展,全球对铼的需求稳步增长,但因其在地壳中丰度极低,无独立矿床,以类质同象形式存在于辉钼矿和铜矿中,主要作为钼或铜冶炼副产品回收,全球年产量约50吨,故提高铼回收率、降低生产成本对其综合利用至关重要。
钼冶炼中伴生的铼主要分布在焙砂、粉尘和烟气洗涤液中。目前,从洗涤液和粉尘中回收铼的技术相对成熟,主要有沉淀、离子交换、萃取和液膜技术等,其中离子交换和萃取法应用最广。离子交换法通过树脂吸附铼再洗脱获得高纯度溶液,但存在洗脱困难、效率低、成本高等问题;萃取法利用铼在不同溶剂中分配系数差异进行选择性提取,设备简单、处理量大、萃取剂易回收,如三辛胺(N235)等叔胺萃取剂可通过阴离子交换从酸性溶液中高效选择性提取铼。然而,与从烟气洗涤液和粉尘中提取铼的技术相比,从含铼钼焙砂中提取铼的研究有限,这主要是由于钼焙砂中铼含量低(通常50 - 100 g/t),且钼和铼化学性质相似、含量差异大,导致从富钼浸出液中高效分离提取铼存在重大技术挑战,含铼钼焙砂中铼的有效回收利用一直难以实现。
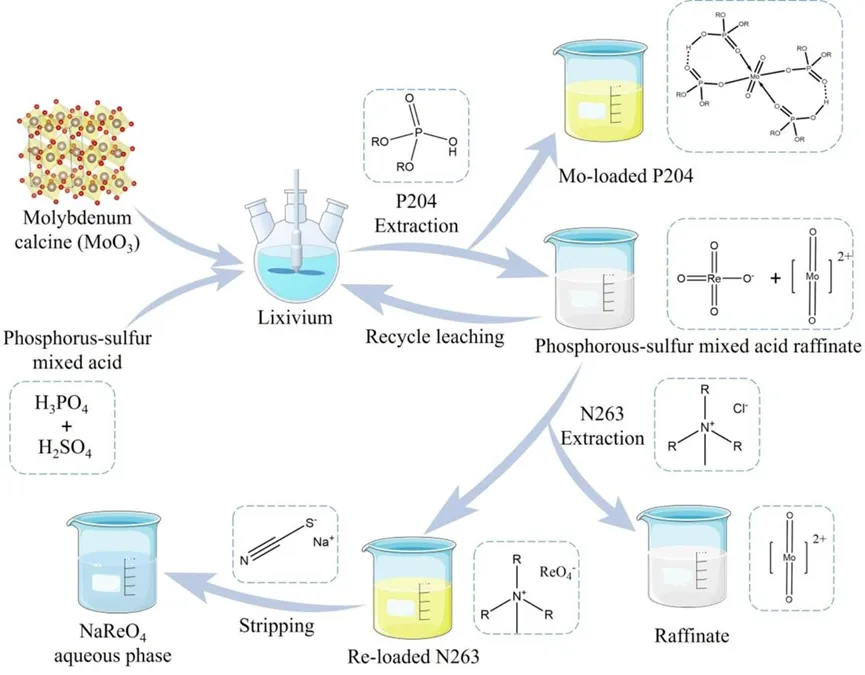
为解决上述问题,开发出一种新型钼冶金工艺,包括硫酸和磷酸混合酸浸出、磷萃取剂萃取及萃余液循环浸出,该工艺可利用同一酸性萃余液连续浸出不同批次焙砂,无需额外浸出剂,且能利用钼氧阳离子与磷基萃取剂的强络合作用,使其他金属(如铼)在萃余液中富集,实现与钼的初步分离。基于此,针对含铼钼焙砂的特点,进一步开发了集酸浸、钼阳离子萃取、铼循环富集、铼阴离子萃取和盐反萃于一体的工艺流程。通过系统研究浸出、萃取、反萃等铼回收关键工艺的影响因素,确定了有效回收铼的最佳工艺条件,并深入探索了分离机理,为从钼焙砂中高效提取铼提供了理论指导和技术支持,为铼提取和资源综合利用开辟了新途径。一、含铼钼精矿的酸浸
采用硫酸(H₂SO₄)和磷酸(H₃PO₄)的混合浸出液,对含铼钼焙砂中的钼、铼等有价金属进行高效提取与富集。XRD物相分析显示,钼焙砂主要物相为MoO₃,并含少量SiO₂。研究通过改变硫酸和磷酸浓度、液固比(L/S)、浸出时间和温度等条件,考察各因素对酸性浸出过程的影响。
当混合浸出液中H₂SO₄浓度固定为1.0mol/L,在90℃、L/S比15:1条件下浸出180 min时,H₃PO₄浓度显著影响钼和铼的浸出率:H₃PO₄浓度为0.25mol/L时,铼浸出率达85.9%,而钼仅28.1%;当H₃PO₄浓度增至1.5mol/L时,钼和铼浸出率均超98%并趋于稳定。这表明H₃PO₄及其络合物显著促进钼的浸出,而铼在强酸性条件下浸出率相对稳定,受磷酸浓度变化影响较小。因此,后续实验选择1.5mol/L磷酸作为最佳浓度。
固定H₃PO₄浓度为1.5mol/L,在90℃、L/S比15:1条件下浸出180min时,提高混合浸出液中H₂SO₄浓度可促进钼和铼的浸出:H₂SO₄浓度在1-1.5mol/L时,钼和铼浸出率达最大值(分别为98.3%和99.1%);当H₂SO₄浓度超过1.5mol/L时,浸出液黏度增加,阻碍传质过程,导致浸出率下降。硫酸对铼浸出的影响强于钼,这是因为焙砂中MoO₃与混合酸溶液中的H₃PO₄络合形成Keggin型磷钼杂多酸阴离子(PMo₁₂O₄₀³⁻),促进钼的浸出;而焙砂中的铼化合物直接与H₂SO₄反应生成高铼酸根阴离子(ReO₄⁻)。利用VisualMINTEQ3.1软件评估Mo-P溶液体系中Mo的离子分布,结果表明在强酸性条件下,磷钼杂多酸阴离子解聚形成Mo氧阳离子(MoO₂²⁺)和磷酸。因此,在萃取过程中,可利用高铼酸根阴离子与Mo氧阳离子的电荷差异实现Mo和Re的有效分离,解聚后的磷酸可在后续浸出步骤中重复使用。为实现最佳浸出性能并提高后续分离工艺的效率,后续实验选择1 mol/L硫酸浓度,以确保铼的高效浸出和磷钼酸的完全解聚。
当浸出温度从50℃升至90℃时,混合H₂SO₄/H₃PO₄体系中钼的浸出率从62.1%升至97.9%,铼的浸出率从94.5%升至98.4%,表明温度对钼的浸出动力学影响更显著。为确保钼和铼的有效富集,后续实验选择90℃作为最佳浸出温度。
提高L/S比有助于降低矿浆浓度,增加固液界面反应物的接触面积,加速传质过程,促进后续固液分离,但过高的L/S比会增加浸出成本,因此选择15:1作为最佳L/S比。
在优化条件下浸出180 min时,钼和铼的浸出率分别达98.1%和98%。铼的浸出速率快于钼,两者在浸出120 min后均达到平衡浸出率。
在混合酸溶液中磷酸浓度1.5 mol/L、硫酸浓度1 mol/L,浸出温度90℃,L/S比15:1,浸出时间120 min的条件下,钼和铼的浸出率均超过98%,浸出液中钼和铼的浓度分别为43 g/L和6.2 mg/L,表明该工艺具有较高的浸出效率。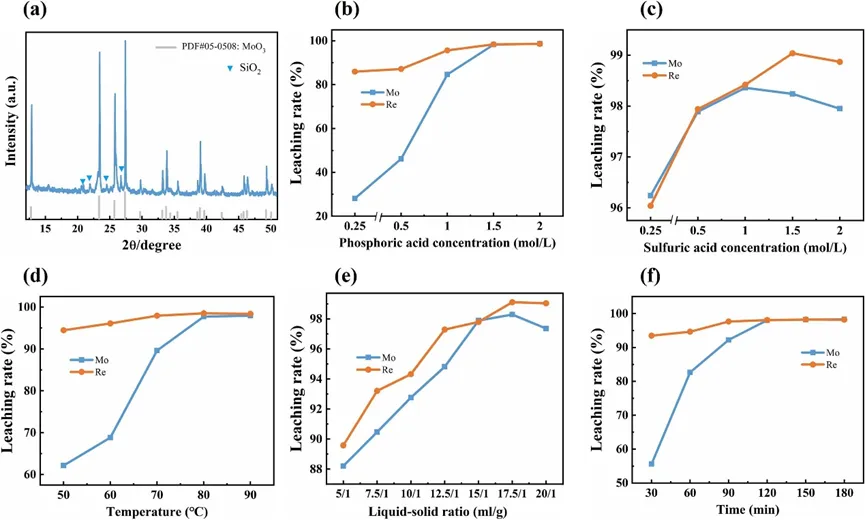
Fig. 1.(a) XRD pattern of the molybdenum calcine. Effects of the (b, c) concentrations of H3PO4and H2SO4in the mixed leaching solution, respectively, (d) leaching temperature, (e) L/S ratio, and (f) leaching time on the leaching rates of Mo and Re (Constant conditions: (b) 1.0mol/L H2SO4, 90 °C, 15:1 L/S, 180min; (c) 1.5mol/L H3PO4, 90℃, 15:1 L/S, 180 min; (d) 1.0 mol/L H2SO4, 1.5 mol/L H3PO4, 15:1 L/S, 180 min; (e) 1.0 mol/L H2SO4, 1.5 mol/L H3PO4, 90 °C, 180 min; and (f) 1.0 mol/L H2SO4, 1.5 mol/L H3PO4, 90 °C, 15:1 L/S).
.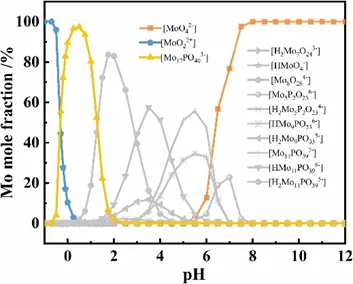
Fig. 2. Variation in the Mo mole fraction of the main species in the Mo-P solution system as a function of solution pH.
二、从浸出液中选择性提取钼
本研究采用H₂SO₄/H₃PO₄混合酸在最优条件下浸出含铼钼焙砂,得到富含钼氧阳离子和铼阴离子的酸性溶液,随后利用酸性磷基萃取剂P204通过单因素实验优化萃取条件以实现钼铼初步分离,结果表明当P204浓度为40%、O/A比3:1、25℃萃取10分钟时,钼萃取率达97.5%而铼仅1.3%,分离因子βMo/Re为2614.4,萃余液中钼、铼浓度分别为1.2 mg/L和6.2 mg/L,该分离效果源于1 mol/L硫酸促使磷钼杂多酸完全解聚为MoO₂²⁺并与P204发生离子交换进入有机相,而铼以ReO₄⁻留存水相,进一步研究发现水相硫酸浓度1 mol/L时既能促进磷钼杂多酸解聚又避免抑制萃取平衡,FTIR分析证实萃取过程中P204的P-O-H质子被MoO₂²⁺取代且P=O与钼形成配位键。
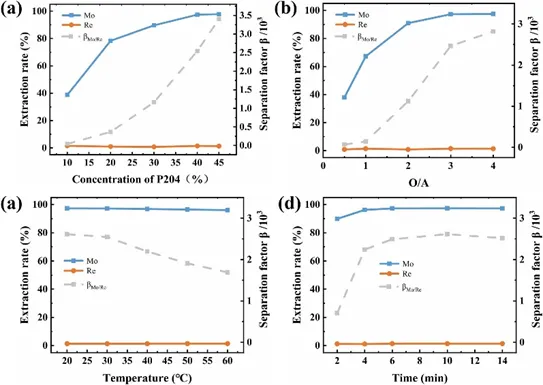 Fig. 3. Effects of the (a) P204 concentration, (b) O/A ratio, (c) temperature, and (d) contact time on the Mo and Re extraction rates and Mo/Re separation factor βMo/Re.
Fig. 3. Effects of the (a) P204 concentration, (b) O/A ratio, (c) temperature, and (d) contact time on the Mo and Re extraction rates and Mo/Re separation factor βMo/Re.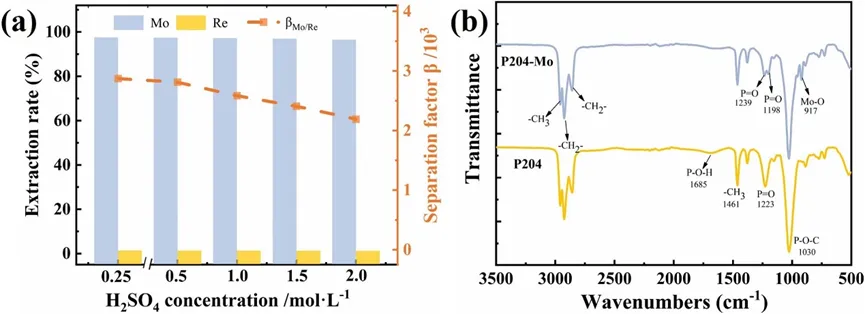
Fig. 4. (a) Effect of the H2SO4concentration on the Mo and Re extraction rates and Mo/Re separation factor, βMo/Re. (b) FT-IR spectra of P204 alone and the Mo-P204 extraction complex (Extraction conditions: 40 % P204, O/A = 3:1, 10 min, 25 ℃).三、浸出-萃取循环过程中的铼富集
由于含铼钼焙砂中铼含量较低(约80 g/t),单次浸出难以实现铼富集,首次浸出后溶液中铼浓度为6 mg/L,因此本研究采用P204萃余液循环浸出策略以强化铼富集;研究表明浸出过程中形成的磷钼杂多酸几乎完全分解并再生磷酸,且P204萃取时钼氧阳离子与有机相质子发生置换反应使萃余液氢离子浓度增加,基于此原理,酸浸-萃取过程产生的萃余液可直接用于后续循环浸出以进一步富集铼而无需额外补充硫酸和磷酸;对含铼钼焙砂进行不补充硫酸和磷酸的循环酸浸-萃取实验,结果显示铼浸出率在整个循环过程中始终保持近100%的高水平,表明铼浸出过程稳定高效,同时铼萃取率在不同循环中维持在低水平,证实浸出-萃取循环有效富集了铼,七次循环后萃余液中铼浓度达42.13 mg/L,钼浸出率在整个循环中始终超98%,但随着循环次数增加,钼萃取率从第一次循环的近98%逐渐降至第七次的约96%,这归因于循环过程中其他阳离子物种逐渐积累并与钼氧阳离子竞争萃取,七次循环后萃余液中钼浓度达1.3 g/L,杂质元素如Fe、Cu和V在循环过程中逐渐积累,七次循环后浓度分别达0.12、6.83和0.17 g/L。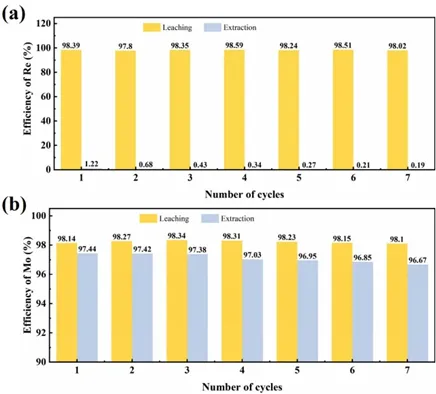
Fig. 5. Leaching and extraction rates of (a) Re and (b) Mo in multiple cycles of leaching and extraction under optimized conditions. (Leaching conditions: 1.0 mol/L H2SO4, 1.5 mol/L H3PO4, 90 ℃, 15:1 L/S, 120 min; Extraction conditions: 40 % P204, O/A = 3:1, 10 min, 25 ℃).四、铼选择性提取
含铼钼焙砂经浸出-萃取循环实现铼富集后,鉴于铼在酸性溶液中以阴离子形式存在,对比N263、N235和N1923三种胺类萃取剂的铼萃取性能,发现N263和N235的萃取率均超95%,但N263作为季铵盐具有更优的化学稳定性,故选择其作为萃取剂;引入2-辛醇、异辛醇等相调节剂后,2-辛醇体系在保证铼萃取率超97%的同时,钼萃取率低于1.5%,且成本更低,被选为最优相调节剂。研究表明,溶液中钼离子浓度升高会增强钼杂多酸阴离子与高铼酸根离子对N263的竞争萃取,导致分离因子显著下降,因此需先用P204预萃取钼以降低其浓度。斜率分析证实溶液中铼以高铼酸根离子(ReO₄⁻)形式存在。所优化萃取条件为3% N263、5% 2-辛醇、O/A比1/5、25℃萃取8分钟,此时铼萃取率97.3%,钼萃取率1.35%,分离因子βRe/Mo达2684.4。FTIR分析显示,负载铼的有机相在916 cm⁻¹处出现新峰,证实N263中Cl⁻被ReO₄⁻取代形成络合物。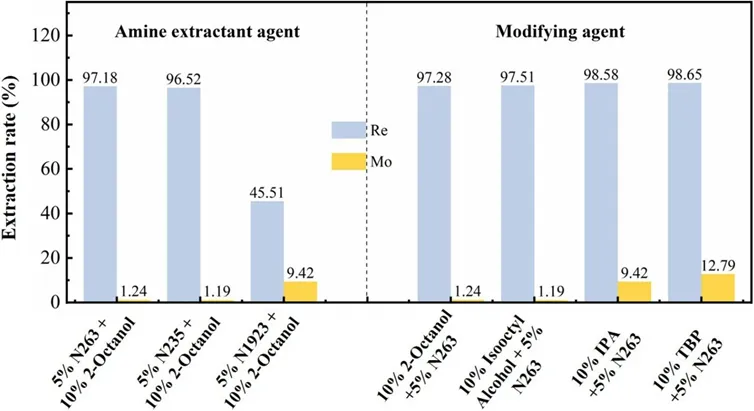
Fig. 6. Selection of the extractant and phase modifier for the rhenium extraction system (Extraction conditions: O/A = 1:5, 10 min, 25 ℃).
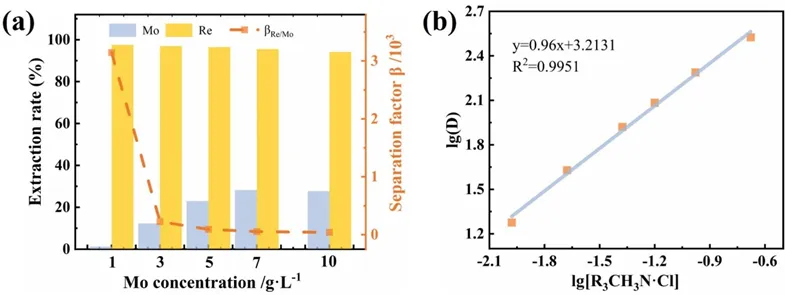
Fig. 7. Effects of the concentrations of (a) Mo on the Re and Mo extraction rate and Re/Mo separation factor βRe/Mo. (b) Linear results of log D versus lg [R3CH3N⋅Cl] in the extraction process using N263 as the extractant (Common conditions: 3 % N263 + 5 % 2-octanol, O/A = 1:5, 10 min, 25 ℃, 1.0 mol/L H2SO4, 1.5 mol/ L H3PO4).
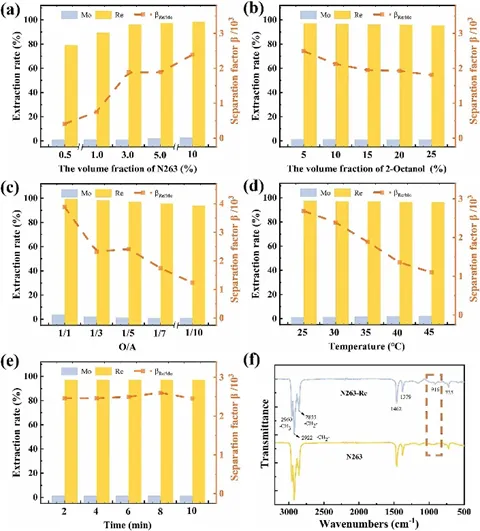
Fig. 8. Effects of the (a) N263 concentration, (b) 2-octanol concentration, (c) O/A ratio, (d) temperature, and (e) contact time on the Re and Mo extraction rate and Re/Mo separation factor βRe/Mo. (d) FT-IR spectra of N263 only and the Re-N263 extraction complex (Conditions: (a) 5 % 2-octanol, O/A = 1:5, 10 min, 25 ℃; (b) 3 % N263, O/A = 1:5, 10 min, 25 ℃; (c) 3 % N263, 5 % 2-octanol, 10 min, 25 ℃; (d) 3 % N263, 5 % 2-octanol, O/A = 1:5, 10 min; (e) 3 % N263, 5 % 2-octanol, O/A = 1:5, 25 ℃; (f) 3 % N263, 5 % 2-octanol, O/A = 1:5, 10 min, 25 ℃).
五、N263中反萃铼
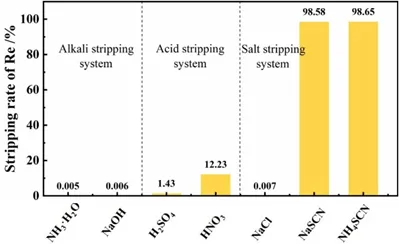
采用碱性、酸性和盐类三种体系对负载铼的N263有机相进行反萃,结果表明碱体系(NH₃·H₂O、NaOH)和酸体系(H₂SO₄、HNO₃)的铼反萃率低(分别为1.43%、12.23%),NaCl盐体系反萃效果可忽略,而硫氰酸盐体系反萃效果显著,NH₄SCN和NaSCN的反萃率分别达98.7%和98.6%,因NH₄SCN反萃时会产生固体沉淀,故选择NaSCN作为反萃剂,在1 mol/L NaSCN溶液、O/A比1/2、25℃条件下反萃10分钟,铼反萃率达98.6%;进一步研究相比对反萃的影响,采用多级逆流反萃工艺富集反萃液中铼浓度,当操作线O/A比为2:1时,理论反萃液中铼浓度提升至398 ppm,需3个理论反萃级数可几乎完全回收铼;该研究创新开发了“酸浸-钼阳离子萃取-铼循环富集-铼阴离子萃取-硫氰酸钠反萃”的工艺路线,通过各关键步骤的集成,实现了从含铼钼焙砂中高效提取铼,为含铼钼焙砂作为铼资源的有效利用开辟了新途径。Fig. 9. Selection of an optimal chemical system for stripping Re in the N263-loaded organic phase (Stripping conditions: stripping agent concentration = 1 mol/L, O/ A ratio = 1:2, 10 min, 25 ℃).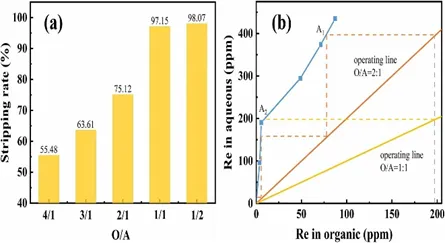
Fig. 10. (a) Effects of the O/A ratio on Re stripping rate (b) Re stripping distribution isotherm and corresponding McCabe–Thiele diagram (Stripping conditions: stripping agent concentration = 1 mol/L, 10 min, 25 ℃).
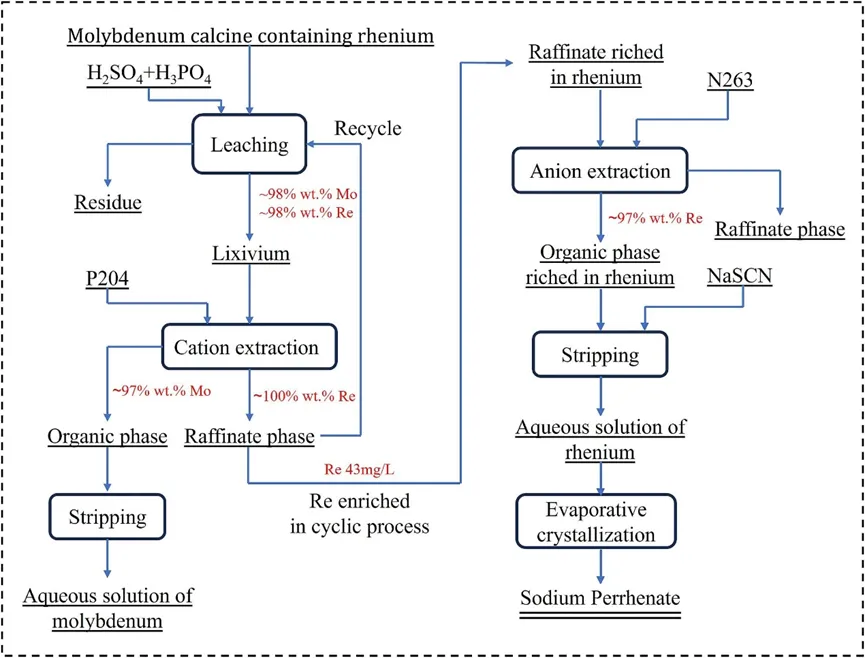
Fig. 11. Flowchart for the extraction of Re from Re-containing Mo calcine.
为有效解决含铼钼焙砂资源利用效率低的问题,本研究开发了一种高效湿法冶金提铼工艺,该工艺包括硫酸-磷酸混合酸浸出、钼阳离子萃取、铼循环富集、铼阴离子萃取和硫氰酸钠反萃等关键步骤,实现了铼的高效提取;在优化浸出条件(磷酸浓度1.5 mol/L、硫酸浓度1 mol/L、浸出温度90℃、液固比15:1、浸出时间120 min)下,钼和铼浸出率均超98%,随后用P204通过阳离子交换从浸出液中选择性萃取钼氧阳离子,在优化条件(P204浓度40%、O/A比3:1、25℃、接触时间10 min)下,钼萃取率达97.5%,铼萃取率仅1.3%,分离因子βMo/Re为2614.4,实现两者有效分离,这归因于1 mol/L硫酸使浸出液中磷钼杂多酸完全解聚生成钼氧阳离子,而铼以高铼酸根阴离子存在,对P204亲和力差异显著;通过P204萃余液循环浸出进一步富集铼,七次循环后萃余液中铼浓度升至42.13 mg/L,期间钼浸出率始终超98%,但萃取率逐渐下降,可能因其他金属阳离子与钼氧阳离子竞争萃取;之后用N263+2-辛醇体系从富集萃余液中选择性萃取铼,在优化条件(3% N263、5% 2-辛醇、O/A比1:5、25℃、接触时间8 min)下,铼萃取率达97.3%,钼萃取率1.35%,分离因子βRe/Mo为2684.4,高效提取铼并与钼分离;最后用硫氰酸钠反萃负载在N263上的铼,在优化条件(1 mol/L NaSCN、O/A比1:2、25℃、10 min)下,铼反萃率达98.6%,高效回收铼;该湿法冶金提铼工艺显著提高了含铼钼焙砂中铼的提取率,为含铼钼焙砂的资源利用提供了新的技术支持,开辟了铼资源回收的新途径。欢迎各位专家学者向本公众号投稿,宣传自己团队关于关键金属选冶领域的最新成果!
声明:本文仅为分享与交流学术成果,无任何商业用途。转载文章的版权归原作者所有,如涉及侵权请联系我们及时修改或删除。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
